
Polymaker PolySonic PLA: Szybki druk wysokiej jakości
W ciągu ostatnich kilku lat zaobserwowaliśmy dość drastyczne zmiany w szybkości drukowania 3D. Jednak niewiele zrobiono, aby dostosować filament do specyfikacji szybkich drukarek. Mamy teraz drukarki, które z łatwością drukują z prędkością ponad 500 mm/s, a mimo to nadal używamy do tego tradycyjnego PLA. Jednak zwykły PLA nie zawsze działa dobrze przy tak dużych prędkościach przepływu.
Nasz własny ecoPLA może z łatwością drukować z prędkością 500 mm/s. Jednak 500 mm/s nie zawsze oznacza 500 mm/s. Wiele drukarek może drukować z prędkością 500 mm/s, o ile model nie jest zbyt skomplikowany. W przypadku skomplikowanych modeli z dużą ilością ruchów drukowania lub stromymi kształtami zdolność przyspieszania drukarki ogranicza maksymalną osiągalną prędkość, aby zapewnić przyzwoitą jakość.
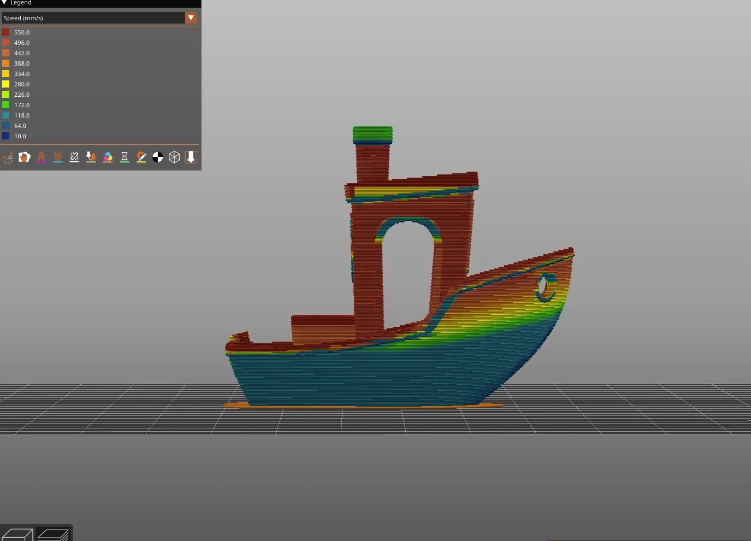
Spójrz na to zdjęcie. Tutaj mamy klasyczną Benchy o maksymalnej prędkości 550 mm/s. Wszystko na czerwono ma najwyższą prędkość, ale są też inne wartości prędkości. Tutaj ograniczyliśmy prędkość ze względów jakościowych. Zauważ niebieski kolor, który reprezentuje stromy zwis na dziobie. Zwisy to zabójcy jakości, warstwy tutaj nie są umieszczane bezpośrednio nad poprzednią warstwą, ale pod kątem. Oznacza to, że nie są całkowicie stabilne, a chłodzenie komponentów musi je zestalić tak szybko, jak to możliwe, w przeciwnym razie będą się nieznacznie przesuwać po nałożeniu kolejnej warstwy, co spowoduje gorszą jakość. Tutaj zmniejszyliśmy prędkość, aby chłodzenie komponentów mogło to zrobić odpowiednio.
Jeśli Twoja drukarka ogranicza prędkość, ponieważ nie radzi sobie z dużymi przyspieszeniami, może się zdarzyć coś podobnego, a prędkość w ciasnych zakrętach będzie pierwszą zmniejszoną. Zobacz, co duża prędkość może zrobić z Twoim ukochanym Benchy:

Obydwa te scenariusze powodują kolejny problem. Im dłużej filament pozostaje w hotendzie (tzn. przy niższych prędkościach), tym więcej ciepła może pochłonąć z bloku grzejnego. Chociaż jest to dobre rozwiązanie pod względem płynności, w rzeczywistości prowadzi do interesującego efektu. Cieplejsze włókno wygląda na bardziej błyszczące, chłodniejsze włókno wygląda na bardziej matowe. Połączenie tych efektów może dać efekt pasków, który można określić jako „skórę rekina” na gotowym wydruku, co nie wygląda szczególnie dobrze. Na poniższym obrazku widać, co mam na myśli, jedna połowa została wydrukowana przy 100 mm/s, a druga przy 500 mm/s, jedna jest błyszcząca, a druga matowa, kontrast jest łatwo widoczny.

Teraz wiemy, że wysokie prędkości mogą mieć wpływ na efekt drukowania, ponieważ nie dają filamentowi wystarczającej ilości czasu na ostygnięcie i tworzą nieestetyczne artefakty, gdy wysokie prędkości są po prostu niemożliwe ze względu na geometrię modelu.
PLA ogólnie nie jest włóknem łatwym do schłodzenia. Niewiele włókien ma ten problem. Ponieważ drukarki 3D zaczęły używać PLA w odległej przeszłości, zawsze wymagaliśmy 100% chłodzenia, w przeciwieństwie do PETG, ABS, ASA i innych, które wymagają co najwyżej 50% chłodzenia lub w niektórych przypadkach wcale.
Oczywistym rozwiązaniem jest lepszy układ chłodzenia. Ponieważ jednak szybkie drukarki nie lubią dodatkowego ciężaru na ruchomych elementach (w przypadku dodatkowych lub mocniejszych wentylatorów), nie zawsze jest to korzystne. Niektóre drukarki mają teraz wentylatory na ramie zamiast głowicy drukującej, aby zmniejszyć wagę. Seria Neptune 4 ma wentylatory na suwnicy, które są poruszane wyłącznie przez silniki osi Z w celu zmiany przesunięć i przeskoków w kierunku Z. Inne drukarki, takie jak drukarki Voron, mogą dodać wentylatory CPAP, które są potężnymi zdalnymi wentylatorami, które przemieszczają powietrze przez trasę wąż do głowicy drukującej. Ale to wciąż rzadkość, większość drukarek nadal ma wentylatory na głowicy drukującej. Nawet przy dodatkowej wentylacji ostatecznie istnieje granica ich skuteczności.
Nawet jeśli problem chłodzenia zostanie rozwiązany, nadal możemy mieć problem ze zmiennymi prędkościami podawania, powodującymi efekt pasków na drukowanej części.
Co jeszcze możemy zrobić? Co powiesz na zmodyfikowany filament, który można łatwiej i wydajniej chłodzić i gdzie zmiana koloru nie jest zauważalna przy różnych prędkościach podawania? Wygląda na to, że teraz mamy coś takiego.
Polymaker PolySonic PLA
Nowy PolySonic PLA firmy Polymaker nadaje się do dużych przepływów. Może drukować z prędkością do 29 mm³/s. Oznacza to, że jeśli drukujesz za pomocą dyszy 0,4 mm, możesz osiągnąć prędkość do 500 mm/s przy drukowaniu przy wysokości warstwy 0,14 mm lub mniejszej. Jeśli zależy Ci na wysokiej jakości druku przy dużej prędkości, ten filament jest dla Ciebie.
Po pierwsze, PolySonic jest filamentem o wysokim przepływie. Szybko topi się w hotendzie, a właśnie tego potrzebujesz, aby uzyskać duży przepływ. Włókno powinno stopić się i zmniejszyć swoją lepkość tak szybko, jak to możliwe, aby zminimalizować opór, który może spowodować potknięcie się silnika krokowego i utratę kroków. Z drugiej strony, ponieważ szybko pochłania ciepło, może również szybciej je odprowadzić, dzięki czemu chłodzenie jest skuteczniejsze. Chociaż istnieją inne włókna o wysokim przepływie, PolySonic został zaprojektowany z myślą o wysokiej jakości przy dużej prędkości i w przeciwieństwie do tych filamentów może z łatwością wyeliminować skórę rekina.
Przetestowaliśmy to na naszej Anycubic Kobra 2 Pro, drukarce, która może drukować z prędkością do 500 mm/s przy przyspieszeniu 20 tys., co jest bardzo imponujące, szczególnie biorąc pod uwagę jej cenę.
Chcieliśmy maksymalnie wykorzystać ten filament i udało nam się wydrukować stół warsztatowy o całkiem przyzwoitej jakości w 13 minut. Należy powiedzieć, że naprawdę osiągnęliśmy maksimum, nasze natężenie przepływu wyniosło 30 mm³/s, więc nieco przekroczyliśmy limit – patrz tutaj.
Przetestowaliśmy także nagłą zmianę prędkości filamentu, aby pokazać, jak dobrze radzi sobie on ze skórą rekina i oto rezultat.

Tak jak poprzednio, połowa to 100 mm/s, a druga połowa to 500 mm/s. Absolutnie żadna zmiana koloru, skóra rekina jest całkowicie wyeliminowana.
Postanowiliśmy również przeprowadzić bardziej realistyczny test na Kobra 2 Pro z tym filamentem, więc ponownie przecięliśmy ławkę, aby wyeliminować wszelkie widoczne artefakty z poprzedniego testu prędkości. Druk trwał 16 minut i oto co otrzymaliśmy. Żadnej skóry rekina, dobre zwisy, dobre mosty, ładny prosty komin, wcale nie jest źle. Jeśli chcesz zobaczyć pełną wersję drukowaną, możesz ją zobaczyć tutaj.
Jeśli chcesz osiągnąć takie same wyniki na swoim Kobrze 2 Pro, w poniższej tabeli zebraliśmy dla Ciebie pełne ustawienia.
Ustawienia Prusa Slicer dla szybkiego stołu warsztatowego na Kobra 2 Pro z Polymaker PolySonic PLA:
| Layer height | 0.25 mm |
| First layer height | 0.28 mm |
| Perimeters | 2 |
| Horizontal Shells | 2 |
| Infill | 5 % Gyroid |
| Speed | 400 mm/s |
| Dynamic Overhang Speed | Bridges 100 % 25 % Overlap: 2 % 50 % Overlap: 20 % 75 % Overlap: 40 % |
| Travel | 500 mm/s |
| First layer speed | 400 mm/s |
| Max print speed | 500 mm/s |
| Nozzle temperature | 205C |
| Bed temperature | 60C |
| Cooling | 100 % |
| Slow down if layer print time is below | 0 |
| Min. Print Speed | 350 mm/s |
| Custom G-Code | Layer 107: M220 S40 Layer 139: M220 S60 Layer 163: M220 S20 |
Pasujące produkty
-

Anycubic Kobra 2 Pro
- Dwurdzeniowy procesor Cortex-A7 1,2 GHz
- Dual Gear Direct Drive Extruder
- Podwójna oś Y i oś Z
-

Polymaker PolySonic PLA White, 1,75 mm / 1000 g
- Filament High-Speed
- Szybka prędkość wytłaczania
- Doskonała przyczepność warstw
-

Polymaker PolySonic PLA Grey, 1,75 mm / 1000 g
- Filament High-Speed
- Szybka prędkość wytłaczania
- Doskonała przyczepność warstw
-

Polymaker PolySonic PLA Red, 1,75 mm / 1000 g
- Filament High-Speed
- Szybka prędkość wytłaczania
- Doskonała przyczepność warstw
Nowe artykułu na blogu:
Odkryj 3DJake:
-
Polska: Darmowa wysyłka standardowa od 229,00 zł
-
Darmowa
wysyłka zwrotna -
24 h Wysyłka
Więcej niż 10.750 art.
