
Drukowanie z dużą prędkością: Jakie masz możliwości?
Szybkie drukowanie obejmuje dwa kluczowe aspekty: sprzęt i oprogramowanie. Sprzęt odnosi się do struktury mechanicznej drukarki, a oprogramowanie do oprogramowania sprzętowego, które steruje urządzeniem.
Sprzęt komputerowy
Zacznijmy więc od sprzętu. Większość tanich drukarek wykorzystuje łożyska wałeczkowe zapewniające przyczepność. Są to małe gumowe kółka, które pasują do rowków w wytłaczanych profilach aluminiowych. Są niedrogie i stosunkowo łatwe w montażu, a konserwacja również jest dość prosta. Problem polega jednak na tym, że mogą się przesuwać, jeśli są luźne, i zakleszczać się na aluminium, jeśli zostaną zbyt mocno dokręcone, przez co z czasem trzeba je regulować. W przeciwnym razie dokładność wymiarowa spada, a ilość pozostałości materiału gromadzi się, szczególnie przy wyższych prędkościach.

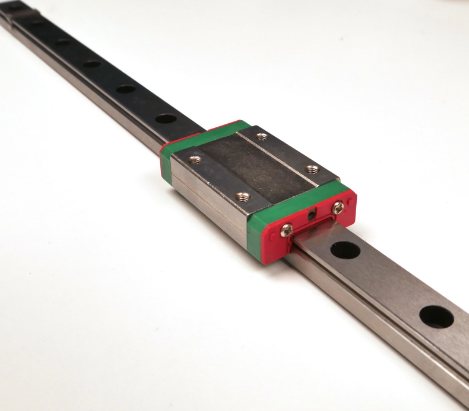
Pomocna jest modernizacja do innych form sterowania ruchem, takich jak łożyska liniowe lub szyny liniowe. Te rozwiązania charakteryzują się mniejszym tarciem i nie wymagają dokręcania prętów ani szyn. Wymagają stosunkowo niewielkiej konserwacji, zazwyczaj jedynie czyszczenia i smarowania. Łożyska liniowe są stosunkowo niedrogie, podczas gdy szyny liniowe mogą być nieco droższe, ale są niezwykle stabilne i stanowią preferowane elementy ruchu w przypadku druku z dużą prędkością. Są one powszechnie spotykane na osiach X i Y maszyn CoreXY, a czasem nawet na osi Z, jak w przypadku drukarki Voron Switchwire, która posiada system ruchu CoreXZ. Można je znaleźć nawet w zaprojektowanych przez społeczność wózkach kartezjańskich dla wszystkich osi.
Zmniejszenie ciężaru ruchomych części może również pomóc w redukcji wibracji. Im są cięższe, tym większy pęd przenoszą, generując większe siły podczas przyspieszania i zwalniania. Dlatego jeśli masz szklane łoże, pozbądź się go i wybierz ładną, lekką i wysoce wydajną płytę PEI. Drukarki Bedslinger są szczególnie podatne na wibracje, ponieważ ich łoże wykonane jest z grubej płyty aluminiowej. Nie dotyczy to innych drukarek kartezjańskich. Na przykład rodzina Ender 5 ma łoże, które porusza się tylko wzdłuż osi Z, a ruch ten jest wykorzystywany wyłącznie do zmiany warstw i przeskoków w osi Z, a nie do faktycznego drukowania.

To samo dotyczy hotendu. Czy posiadasz system napędu bezpośredniego z dużym silnikiem krokowym napędzającym ekstruder? To nie jest idealne rozwiązanie. Możesz wybrać silnik krokowy typu „pancake” jako zamiennik, a jeszcze lepiej – lekką ekstruderkę z małym silnikiem, taką jak Bondtech LGX Lite .
Linka Bowdena jest korzystniejsza pod względem redukcji drgań ze względu na swoją niską wagę, ale linki Bowdena mają też inne wady.

Oprogramowanie układowe
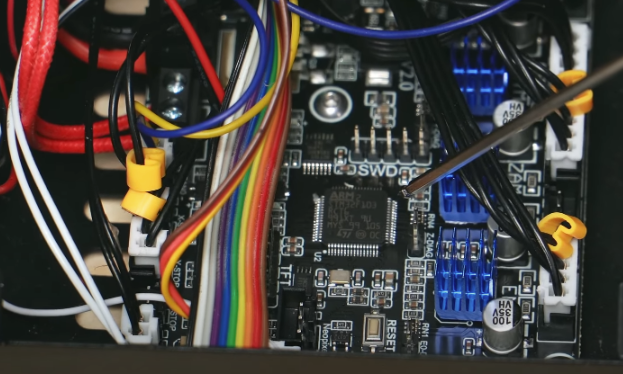
To tyle zmian sprzętowych, ale co z oprogramowaniem układowym? Tutaj sprawy się komplikują. Opcji jest kilka. Zazwyczaj używa się Raspberry Pi, na którym instaluje się oprogramowanie układowe, a następnie podłącza do płyty głównej drukarki.

Zasadniczo cała moc obliczeniowa jest wykorzystywana przez Raspberry Pi, a oryginalna płytka zajmuje się jedynie wykonywaniem poleceń. Klipper ma kilka poważnych zalet w porównaniu ze standardowym oprogramowaniem układowym Marlin, stosowanym obecnie w wielu drukarkach. Po pierwsze, Raspberry Pi mają znacznie większą moc obliczeniową niż zwykłe płyty główne i mogą obsługiwać wiele nowych lub ulepszonych funkcji oprogramowania układowego, takich jak sterowanie ciśnieniem. Mogą również obsługiwać interfejs umożliwiający interakcję za pośrednictwem przeglądarki. Raspberry Pi mają wbudowane Wi-Fi i port Ethernet, więc to nie stanowi problemu. Zamiast tego Klipper używa plików konfiguracyjnych do sterowania płytą główną i wszystkimi jej funkcjami. Wystarczy otworzyć ten plik tekstowy w interfejsie internetowym i dostosować dyrektywę, a następnie zostanie on zapisany i uruchomiony ponownie, i gotowe — bez kart SD i bez przedzierania się przez setki wierszy i dziesiątki stron oprogramowania układowego. Pliki cfg są bardzo krótkie i zwarte. Drukarki mają także porty USB, co umożliwia podłączenie kamery internetowej i monitorowanie wydruku z innego pomieszczenia. Dostępne są także aplikacje mobilne, które łączą się z aplikacją Klipper, umożliwiając monitorowanie wydruku w podróży.
Jednak funkcją, która wzbudza największe zainteresowanie w społeczności, jest Input Shaping. Funkcja ta mierzy częstotliwości rezonansowe drukarki podczas jej ruchu i kompensuje je podczas drukowania. Gdy głowica drukująca przyspiesza lub zwalnia, wytwarza wibracje o określonej częstotliwości, a Input Shaping przeciwdziała tym niepożądanym wibracjom, umożliwiając znaczne zwiększenie prędkości drukowania. Najbardziej znanymi drukarkami z oprogramowaniem Klipper, które wykorzystują Input Shaping, są drukarki z serii Voron.

Brzmi świetnie, prawda? Zdecydowanie, jest tylko jeden mały haczyk: biorąc pod uwagę problemy z łańcuchem dostaw w ostatnich latach i niedobór chipów, Raspberry Pi stały się dość drogie i często trzeba czekać na nie z długimi listami oczekujących. Kolejnym problemem jest to, że konfiguracja Raspberry Pi z Klipperem nie jest prosta. Chociaż w internecie można znaleźć doskonałe samouczki, może to być nieco przytłaczające dla osób początkujących w społeczności druku 3D.
Co więc można zrobić?
Cóż, istnieje kilka opcji. Pierwsza to płyta główna zawierająca płytkę pomocniczą, która działa jak Raspberry Pi. Jedną z możliwości jest seria Manta od BIGTREETECH (zobacz tutaj). Płytkę CB1 po prostu podłącza się do płyty głównej Manta, a proces instalacji jest podobny do instalacji zwykłego Raspberry Pi. Chociaż jest znacznie tańsza, nadal trzeba sporo zrobić, aby ją uruchomić: zainstalować obraz systemu Pi, zainstalować Kippera z Kiauh, uzyskać dostęp do SSH, a następnie skompilować oprogramowanie układowe. Krzywa uczenia się nie jest stroma, ale może wydawać się zniechęcająca dla kogoś niezaznajomionego z tymi zagadnieniami.
Kolejną opcją jest Klipper Pad; w sklepie mamy ich dwa: Creality Sonic Pad i FLSUN Speeder Pad. W momencie pisania tego tekstu Creality Sonic Pad miał 21 prekonfigurowanych profili, głównie dla własnych drukarek, ale także dla Prusa Mini. Cechą szczególną Sonic Pad jest to, że obsługuje każdą drukarkę wykorzystującą procesory zawarte w tych 21 profilach. Na przykład Ender 3 S1 korzysta z układu STM32F104, ale wiele innych drukarek również korzysta z tego układu, na przykład Artillery Sidewinder X1 i X2, które mają płytę główną Ruby. Ta drukarka jest zatem również kompatybilna z Sonic Pad.

Chociaż istnieje wiele drukarek kompatybilnych z Sonic Pad, nie nadaje się on do wszystkich. Wyjątkiem jest SKR Mini E3 V3.0, która jest najpopularniejszą płytą główną z serii Ender, ponieważ ma ten sam rozmiar co oryginalna płyta, a zatem jest bardzo łatwa w instalacji i konfiguracji. Wykorzystuje ona układ STM32G0B1, który niestety nie znajduje się na tej liście.
Aby dowiedzieć się, które układy są kompatybilne z Sonic Pad i jak je zainstalować w Twojej drukarce, przygotowaliśmy film na ten temat, który możesz znaleźć tutaj .
Czy istnieją inne opcje poza korzystaniem z tabletu? Cóż, tutaj właśnie pojawia się oprogramowanie układowe Marlin. Być może znasz już Marlin, na którym oparte są niemal wszystkie niedrogie oprogramowania układowe drukarek 3D. Jest to oprogramowanie open source, dostępne bezpłatnie i kompatybilne z wieloma płytami głównymi drukarek. Marlin 2.1.2 został wydany w grudniu 2022 roku i przetestowaliśmy go z powodzeniem na kilku drukarkach. Zobacz nasz film tutaj .
Konfiguracja Marlina jest nieco trudniejsza niż konfiguracja palety, ale na szczęście w internecie można znaleźć wiele pomocnych samouczków, a Marlin oferuje prekonfigurowane profile oprogramowania układowego dla wielu drukarek. Wystarczy spojrzeć tutaj .
Aby skonfigurować Marlina, potrzebujesz programu do jego edycji. Jest ich kilka, ale polecamy Visual Studio Code .
Będziesz również potrzebować rozszerzenia PlatformIO jako swojego IDE, aby umożliwić edycję. Możesz je wyszukać na pasku bocznym rozszerzeń VS Code. Po jego zainstalowaniu będziesz potrzebować nowej kopii Marlina. Poprawka błędu dla Marlina 2.1.2 jest dostępna tutaj.
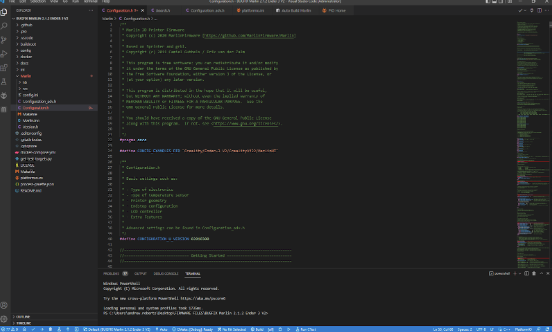
Pobierz wszystko i otwórz folder w VS Code. Teraz możesz pobrać jeden z wcześniej skonfigurowanych profili; najważniejsze części to configuration.h i configuration_adv.h, które można skopiować do folderu Marlin, aby nadpisać niezmodyfikowane wersje. Jeśli nie modyfikowałeś drukarki w żaden sposób, na przykład poprzez aktualizacje, to konfiguracja początkowa jest już ukończona. Aby jednak narzędzie Input Shaper firmy Marlin działało, musisz przeprowadzić kilka testów. Najpierw musisz włączyć funkcję Input Shaping w oprogramowaniu układowym. Aby to zrobić, otwórz VS Code z oprogramowaniem układowym, przejdź do pliku configuration_adv.h na pasku bocznym, naciśnij CTRL-F, aby rozpocząć wyszukiwanie, wpisz „input shaping”, a zostaniesz przeniesiony do odpowiedniej sekcji. Odkomentuj następujące wiersze:
//#define INPUT_SHAPING_X
I
//#define INPUT_SHAPING_y
Odkomentowanie oznacza po prostu usunięcie podwójnego ukośnika, co spowoduje, że wszystko, co następuje po tym samym wierszu, będzie traktowane jako komentarz, a nie polecenie.
Jeżeli używasz ekranu typu LCD12864 (standardowy ekran Endera 3), dobrze byłoby również odkomentować linię:
// #define SHAPING_MENU
Dzięki temu dostępna jest opcja menu umożliwiająca precyzyjne dostrojenie wartości kształtowania sygnału wejściowego, co sprawia, że konfiguracja staje się o wiele bardziej efektywna, ponieważ nie trzeba edytować oprogramowania sprzętowego po każdej zmianie wartości.
Teraz, gdy w oprogramowaniu układowym włączono kształtowanie sygnału wejściowego, można je skompilować. Samo wybranie odpowiedniej konfiguracji nie wystarczy, ponieważ wiele drukarek ma różne płyty główne, a nawet te płyty mogą mieć różne procesory.
Na przykład, Ender 3 V2 może mieć płytę główną w wersji 4.2.2 lub 4.2.7, a płyta 4.2.2 może mieć układ STM32F103 lub GD32F303. Przejdź więc do strony Configuration.h na pasku bocznym i ponownie naciśnij CTRL-F, a następnie wpisz #define Motherboard, aby znaleźć właściwy wiersz. W przypadku płyty Creality w wersji 4.2.2 lub 4.2.7 wystarczy zmienić wiersz na:
#define PŁYTA GŁÓWNA BOARD_CREALITY_V4
W przypadku innych drukarek może nie być konieczne wprowadzanie żadnych zmian, ale prawidłowe wartości dla płyt głównych używanych przez Marlin są zapisane na stronie boards.h. Aby je znaleźć, przejdź do paska bocznego i kliknij „src”, następnie „core”, a następnie „boards.h”. Znajdziesz tam listę dostępnych płyt; po prostu znajdź tę, która jest zainstalowana w Twojej drukarce.

Następnie musisz wybrać odpowiedni chip. Przejdź do paska bocznego, kliknij platformio.ini, a u góry strony znajdziesz wiersz:
default_envs = [POPRAWNY CHIP]
Tam możesz wprowadzić właściwy układ (pamiętaj, że jest on nadrukowany na układzie scalonym na Twojej płycie głównej). Na szczęście VSCode ma opcję automatycznego uzupełniania, dzięki której możesz łatwo wybrać właściwy układ.
To wszystko, jesteś gotowy. Wystarczy skompilować oprogramowanie układowe i skopiować je na kartę SD. Aby to zrobić, przejdź do VS Code, gdzie na dole ekranu znajdziesz ikonę znacznika wyboru. Kliknij ją, a rozpocznie się sprawdzanie oprogramowania układowego pod kątem ewentualnych problemów. Jest to bardzo przydatne, ponieważ mogą wystąpić błędy, a w przypadku ich znalezienia otrzymasz informacje o ich lokalizacji. Po minucie oprogramowanie układowe zostanie skompilowane, a plik oprogramowania układowego znajdziesz w pobranym folderze, w następującym katalogu:
[FOLDER OPROGRAMOWANIA FIRMWARE] \.pio\build\ [MODEL UKŁADU] \
To jest potrzebny plik .bin. W przypadku niektórych płyt wystarczy zmienić nazwę pliku na firmware.bin. Przed skopiowaniem tego pliku na kartę SD zalecamy sformatowanie karty. Po wykonaniu tej czynności i umieszczeniu pliku .bin na karcie, wystarczy włożyć ją do drukarki i włączyć. Wgranie oprogramowania zajmuje około 10 sekund lub mniej. Jeśli widzisz tylko pusty ekran bez żadnych zmian, coś poszło nie tak, prawdopodobnie problem ze zgodnością oprogramowania. Sprawdź, czy wybrano prawidłowy model płytki i układu. Konieczne może być również sprawdzenie, które sterowniki silników krokowych są wybrane w oprogramowaniu i upewnienie się, że są kompatybilne z płytą główną.
Teraz możesz rozpocząć test!
Dobry przewodnik dotyczący testowania znajdziesz tutaj .
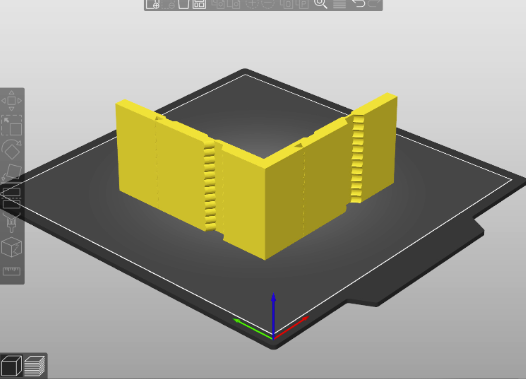
Pamiętaj o pobraniu i wydrukowaniu pliku stl Ringing Tower tutaj .
W tym celu zalecamy PrusaSlicer, ponieważ pozwala on na edycję komend G-code dla każdej warstwy. Jest to ważne, ponieważ należy testować częstotliwości w zakresie od 15 Hz do 60 Hz. Aby to zrobić w jednym wydruku, częstotliwość musi zostać zmieniona dla każdej warstwy. Możemy do tego użyć następującego polecenia G-code:
„M593 F{(numer_warstwy < 2 ? 0 : 15 + 45,0 * (numer_warstwy - 2) / 297)} ; Test kształtowania sygnału wejściowego Hz”
Wprowadź ten kod w sekcji Ustawienia drukarki > Kod G po warstwie w PrusaSlicer. Wydrukuj plik z włączoną opcją Spiral Vase, wysokością warstwy 0,2 mm i wysoką prędkością. Przetestowaliśmy ją przy 250 mm/s na drukarce Ender 3; w przypadku drukarek CoreXY lub Delta można ustawić jeszcze wyższą prędkość. Upewnij się, że wszystkie ustawienia przyspieszania, szarpnięcia i inne wpływające na prędkość są wyłączone; jednym z często pomijanych ustawień jest minimalny czas warstwy w ustawieniach chłodzenia. W ustawieniach drukarki upewnij się, że maszyna jest ustawiona na „Ignoruj”. Nie musisz również dostosowywać orientacji modelu, chyba że używasz drukarki CoreXY. W takim przypadku należy zmienić orientację o 45 stopni.
Po zakończeniu drukowania można zobaczyć, jak każda częstotliwość wpływała na dzwonienie na każdej warstwie dla osi X i Y. Wybierz warstwę, na której wystąpiło ostatnie dzwonienie i zmierz odległość od podstawy do tej warstwy za pomocą suwmiarki lub linijki. Następnie możesz wprowadzić tę wartość do kalkulatora TH3D tutaj , a otrzymasz wartości kształtowania wejściowego. Zalecamy jednak powtórzenie testu, aby zapewnić dokładność.
Teraz możesz wprowadzić wartości do oprogramowania układowego. W naszym Enderze 3 V2 uzyskaliśmy częstotliwość 56,36 dla osi X i 45,00 dla osi Y, więc nasze oprogramowanie układowe wygląda następująco:
#define SHAPING_FREQ_X 56.36
#define SHAPING_FREQ_Y 45,00
Gratulacje! Oprogramowanie jest prawie gotowe! Zdecydowanie zalecamy włączenie funkcji przesuwu liniowego, jeśli nie jest jeszcze włączona. Wiele drukarek nadal nie korzysta z tej funkcji, co jest niefortunne, ponieważ znacznie poprawia ona jakość druku podczas częstych zmian prędkości lub nagłych zmian kierunku. Wcześniej występował problem ze zgodnością z kartami Creality, ale na szczęście został on rozwiązany. Michael z Teaching Tech udostępnia świetny poradnik dotyczący przesuwu liniowego tutaj .
Okej, teraz naprawdę wszystko gotowe! Przy standardowej drukarce Ender 3 V2 najlepsza prędkość drukowania wynosi około 150 mm/s, ale jeśli ulepszysz ekstruder i hotend, możesz osiągnąć wyższe prędkości, ponieważ ekstruder i hotend Ender 3 V2 nie są zaprojektowane do tak wysokich prędkości i przepływów. Wybór ekstrudera i hotendu zależy od drukarki, ale jeśli zamierzasz wypróbować go z drukarką Creality serii Ender, Sprite Extruder Pro będzie dobrym wyborem. To połączenie ekstrudera z napędem bezpośrednim i hotendu o maksymalnej temperaturze 300°C, dzięki czemu możesz drukować szerszym zakresem typów filamentów. Możesz również ulepszyć go do czegoś o nieco większej mocy, na przykład Hemera , którą możesz również zamontować za pomocą Volcano Block.
Czy wypróbowaliście już Marlin 2.1.2 z Input Shaping i Creality Sonic Pad? Który Waszym zdaniem działa lepiej? Dajcie nam znać, komentując na naszym kanale YouTube , gdzie regularnie prezentujemy recenzje, oryginalne projekty, porady i triki!
Pasujące produkty

Nowe artykułu na blogu:
- Jak korzystać z funkcji Fuzzy Skin w Cura
- Unikaj linii Z-Seam: Jak uzyskać gładkie powierzchnie dzięki Scarf Seam!
- Zadbaj o płynne działanie swojej drukarki 3D – dzięki automatycznemu wysuwaniu, kolejkom wydruku i nieskończonym pętlom!
- Nie możesz usunąć podpór PETG? Ta sztuczka z PLA szybko je usunie!
- YouTube Episode: Game-Changer: Bambu A1 mini SwapMod!
Odkryj 3DJake:
-
Polska: Darmowa wysyłka standardowa od 229,00 zł
-
Darmowa
wysyłka zwrotna -
24 h Wysyłka
Więcej niż 10.600 art.
